Abstract: This article describes the application of LS PLC, HMI and frequency converter in food machinery: shortbread. Through process analysis, configuration selection and control description, a complete set of high-efficiency and energy-saving complete solutions was elaborated. The practical application proves that the system has good stability and high control precision, which must provide a useful reference for the food processing industry.
Keywords: food machinery PLC frequency converter
Abstract:This paper introduces the LSIS PLC, HMI and INV used in food machine.Through the process analysis, selection of configuration and control described comprehensively expounds a set of complete solutions for high efficiency, energy saving.Practical application has established that this system has good Stability, high control precision, will provide useful reference for the food processing industry.
Key words:food machine PLC INV
1 Introduction
In recent years, the rapid development of China's food machinery, but still can not meet the huge demand for food processing. In addition, local government departments attach great importance to agricultural product processing and food processing industries, creating a good market environment and policy environment for the food machinery industry. With the continuous expansion of the food industry, the demand for larger-scale food machinery will gradually increase, and the market prospect is considerable. This also requires the development of food machinery accessories in the direction of intelligence, compactness, and high efficiency, but at present, there are problems in the development of China's food machinery, and the degree of automation needs to be improved. This article provides a useful reference for the food processing industry by introducing typical applications of LS production automation products in this industry.
2. Process analysis
In food machinery, the host is an important subject. According to different applications, the types of auxiliary machines are also different. In turn, it can be expanded into moon cake makers, flaky pastry makers, steamed bread makers, and packet printers.
Crispy cake machine is mainly divided into: host, disk machine; composed of two parts. The main machine is divided into a pressure surface, two pressure surface, filling, filling and other several processes.
A press surface: The material (the whole group's surface) into the roller plate, through a roller flattening, and sent to the second pressure surface station.
The second pressure surface: This station realizes the fine rolling of the fabric. When the photoelectricity detects the material (face), the PLC output controls the running speed of the roller shaft to achieve the discharge speed control. Through the final stick shaft, the leveling of the fabric is performed.
Stuffing: This station achieves stirring and stirring. When the material transfer arrives, the PLC controls the feeding. At the same time, the inverter adjusts the stirring speed according to the given speed.
æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ å·¥ å·¥ å·¥ å·¥ å·¥ å·¥ å·¥ å·¥ å·¥ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€ æ“€. The surface speed can be adjusted by the host computer.
Cut surface: After the completion of the surface motion, the fabric is conveyed to the blanking place, and the PLC controls the grinding tool to pinch off the fabric according to the specified size.
Pressing surface: The pinched fabric is shaped by a press grinding tool.
Auxiliary machine (disc player): The servo drive is controlled by the servo drive to realize the alignment of the formed food. The control is divided into two parts: 1. The track's overall traverse 2. The disk's feed before and after. In order to achieve the effect of automatic tray.
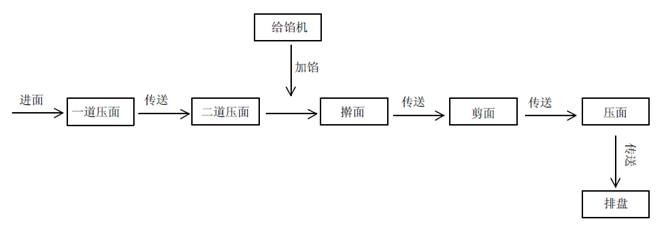
Figure 1. Process flow of shortbread production line
3. system design
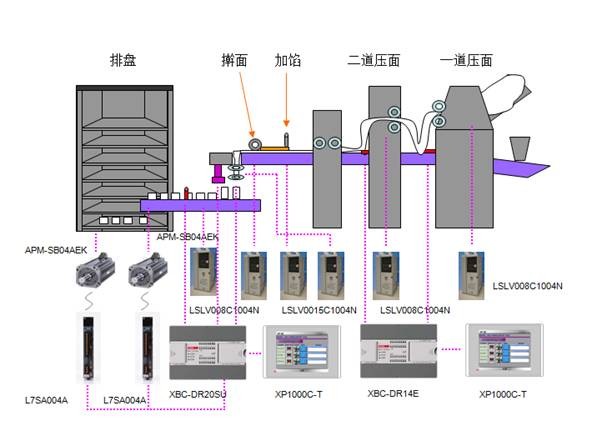
Figure 2. System architecture diagram of shortbread bun production line
3.1 Equipment Selection and Configuration
The control core adopted by the equipment is the XBC-DR14E mainframe. The human-machine interface and the drive adopt the LS XP1000 touch screen and C100 inverter. By collecting the signal of the proximity switch, the PLC processes the output signal to perform V/F control on the inverter.
LS XBC economical main engine cooperates with XP1000 and C100 frequency converter, perfect product line. Simple configuration, convenient communication (internal communication protocol), convenient parameter setting. Ensure the high stability of the entire system.
server system:
3.2 Control Description
1 The equipment starts and each roller starts to operate.
2 After feeding, the material passes through a pressing surface and is sent to the second pressing surface. A pressure surface speed is adjusted according to the speed of the second pressure surface. Adjustment method: When the skin drop detection signal is output from the proximity switch, the PLC controls a frequency converter to stop the transmission and the two channels keep running to prevent the fabric from stacking. When the dough peels away from the proximity switch for a certain distance, the two lanes are kept transported and one starts to run. Avoid blocking or breaking the dough due to excessive speed or slowness.
3 Add stuffing, rolling surface and two pressing surfaces to keep pace. The PLC controls the opening and closing of the cutter in accordance with the specified dimensions to achieve fixed length cutting of the material. The photoelectric switch of the knife part counts the number of cuttings. Finally, it is transported to the tray machine via a belt for trays.
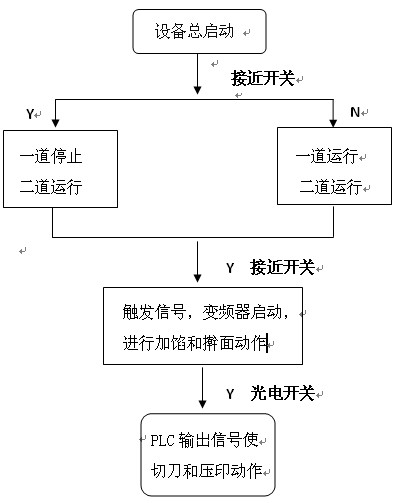
Figure 3. Host Control Flowchart

Figure 4. Touchscreen control interface

Figure 5. The wiring diagram of XBC PLC and C100 frequency converter
C100 inverter related parameter settings:
Drv [Drive Mode] : 3 (Communication Control)
Frq [Frequency Setting Method] : 7 (Communication given)
I60 [drive station number]: 1~6 (Note that the station number cannot be duplicated.)
I61 [Communication speed] : 3 (9600 bps, factory value)
I62 [Operation method selection when speed command is lost] : 0 (Continued to run at the frequency before the lost command)
I63 [Waiting time when speed command is lost]: 1.0 second
I59 [Select Communication Protocol] : 0 (Modbus-RTU)
4. Conclusion
The practical application proves that the system has good stability, high control precision, good food appearance, good flavor, and a significant increase in output. Through this case, we also learned that LS Power has a complete automation product line and can provide a complete and efficient solution for the food machinery industry.
References: [1] Lexing Power (Wuxi) Co., Ltd.. LS PLC User Manual / 2013
[2] Lexing Electric (Wuxi) Co., Ltd. LSLV-C100 User Manual/2013
Household Appliances Aluminum Alloy Die Casting
Household Appliances Aluminum Alloy Die Casting,Case Die Casting,Case Aluminum Die Casting,Face Recognition Aluminum Alloy Frame
Dongguan Metalwork Technology Co., LTD. , https://www.dgdiecastpro.com